Trattamento di fondazione del sito
1. Prima di posare la geomembrana in HDPE, la base di posa deve essere ispezionata in modo completo insieme ai dipartimenti competenti.La base di posa deve essere solida e piana.Non ci devono essere radici di alberi, macerie, pietre, particelle di cemento, teste di rinforzo, frammenti di vetro e altri detriti che possono danneggiare la geomembrana entro la profondità verticale di 25 mm.Utilizzare un compattatore a ruote per compattare per rimuovere segni di auto, impronte e dossi del terreno.Inoltre, anche i rigonfiamenti del terreno superiori a 12 mm devono essere scheggiati o compattati.
2. Quando la geomembrana in HDPE viene posata sul rinterro, la compattezza del rinterro non deve essere inferiore al 95%.
3. Le fondamenta del sito devono essere prive di infiltrazioni d'acqua, fanghi, ristagni, residui organici e sostanze nocive che possono causare inquinamento ambientale.L'angolo della base deve essere liscio.Generalmente, il suo raggio d'arco non deve essere inferiore a 500 mm.

Requisiti tecnici per l'installazione della geomembrana HDPE.
1. La posa e la saldatura della geomembrana HDPE devono essere eseguite con condizioni meteorologiche in cui la temperatura è superiore a 5 ℃ e la forza del vento è inferiore a Grado 4 senza pioggia o neve.
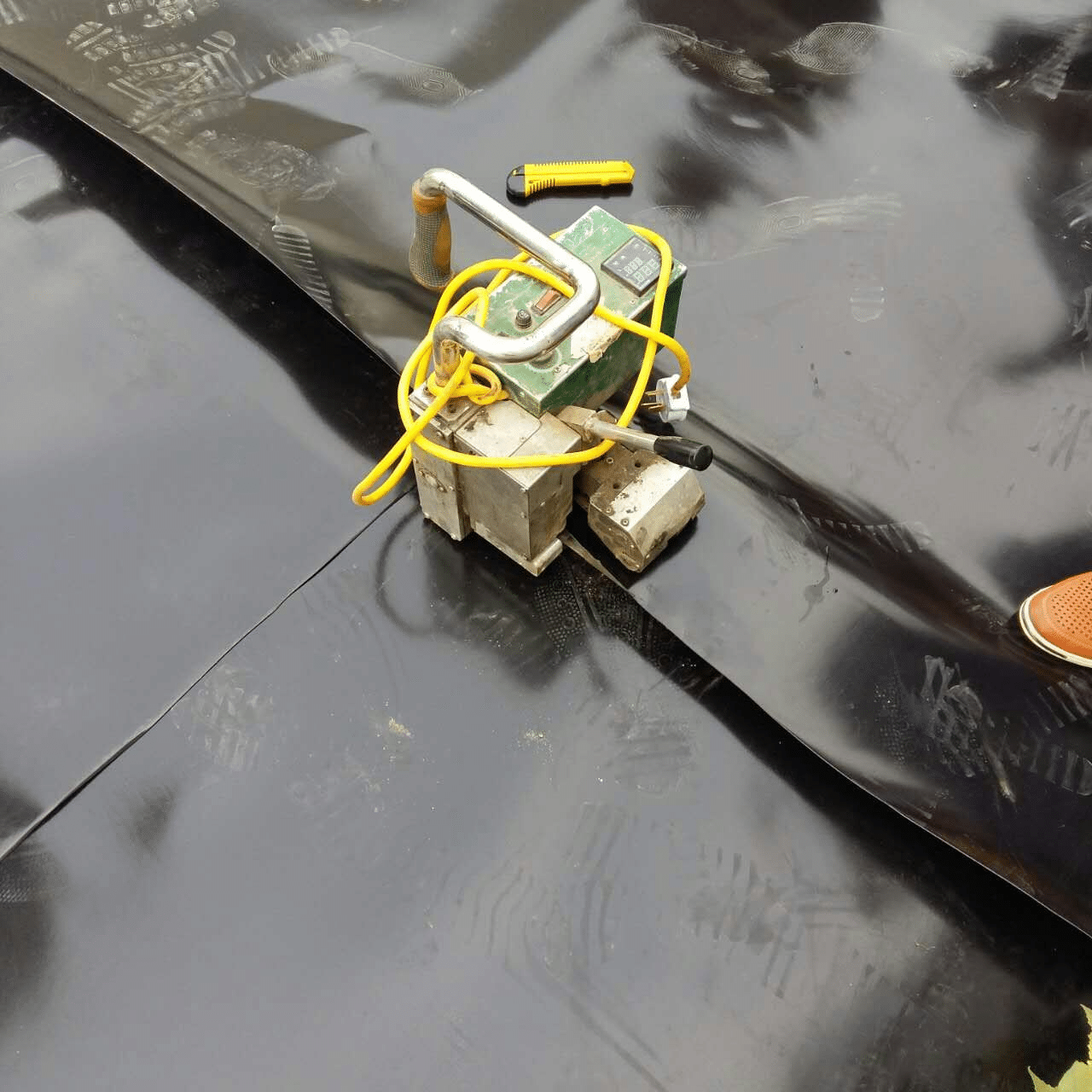
2. Il processo di costruzione della geomembrana in HDPE deve essere eseguito nel seguente ordine: posa della geomembrana → giunti di saldatura a sovrapposizione → saldatura → ispezione in loco → riparazione → nuova ispezione → riempimento.
3. La larghezza di sovrapposizione dei giunti tra le membrane non deve essere inferiore a 80 mm.Generalmente, la direzione della disposizione dei giunti deve essere uguale alla linea di massima pendenza, ovvero deve essere disposta lungo la direzione della pendenza.
4. Durante la posa della geomembrana HDPE, le pieghe artificiali devono essere evitate per quanto possibile.Durante la posa della geomembrana in HDPE, la deformazione di espansione causata dal cambiamento di temperatura deve essere riservata in base all'intervallo di variazione della temperatura locale e ai requisiti prestazionali della geomembrana in HDPE.Inoltre, la quantità di espansione della geomembrana deve essere riservata in base al terreno del sito e alla posa della geomembrana per adattarsi all'assestamento irregolare della fondazione.
5. Dopo la posa della geomembrana in HDPE, il calpestio della superficie della membrana e gli strumenti di manipolazione devono essere ridotti al minimo.Gli oggetti che possono causare danni alla geomembrana in HDPE non devono essere posizionati sulla geomembrana o trasportati sulla geomembrana per evitare danni accidentali alla membrana in HDPE.
6. Tutto il personale nel cantiere del film HDPE non deve fumare, indossare scarpe con chiodi o scarpe con tacco alto e suola rigida per camminare sulla superficie del film o intraprendere qualsiasi attività che possa danneggiare il film impermeabile.
7. Dopo la posa della geomembrana in HDPE e prima della copertura dello strato protettivo, un sacco di sabbia da 20-40 kg deve essere posizionato all'angolo della membrana ogni 2-5 m per evitare che la geomembrana venga sospinta dal vento.
8. La geomembrana HDPE deve essere naturale e vicina allo strato di supporto e non deve essere piegata o sospesa in aria.
9. Quando la geomembrana è costruita in sezioni, lo strato superiore deve essere coperto nel tempo dopo la posa e il tempo di esposizione all'aria non deve superare i 30 giorni.
L'ancoraggio della geomembrana in HDPE sarà eseguito secondo il progetto.Nei luoghi con terreno complesso nel progetto, l'unità costruttrice proporrà altri metodi di ancoraggio, che saranno eseguiti dopo aver ottenuto il consenso dell'unità di progettazione e dell'unità di supervisione.

Requisiti di saldatura della geomembrana in HDPE:
1. La superficie di sovrapposizione della saldatura della geomembrana in HDPE deve essere priva di sporco, sabbia, acqua (inclusa la rugiada) e altre impurità che influiscono sulla qualità della saldatura e deve essere pulita durante la saldatura.
2. All'inizio della saldatura ogni giorno (al mattino e dopo la pausa pranzo), la saldatura di prova deve essere eseguita prima sul sito e la saldatura formale può essere eseguita solo dopo che è stata qualificata.
3. La geomembrana in HDPE deve essere saldata con una saldatrice hot melt a doppio binario e la saldatura per estrusione o la saldatura con pistola ad aria calda deve essere utilizzata solo in luoghi in cui la saldatrice per riparazione, copertura o hot melt non può raggiungere.
4. Durante la costruzione, la temperatura e la velocità di lavoro della saldatrice devono essere regolate e controllate in qualsiasi momento in base alla temperatura e alle proprietà del materiale.
5. Il film in HDPE sulla saldatura deve essere saldato nel suo insieme e non devono esserci false saldature, saldature mancanti o saldature eccessive.I due strati collegati di geomembrana in HDPE devono essere lappati in modo piatto e delicato.
Controllo della qualità della saldatura
Con l'avanzamento della costruzione, è necessario controllare tempestivamente la qualità della saldatura del film HDPE e riparare la saldatura con pistola ad aria calda o pistola per saldatura di plastica in qualsiasi momento per saldature mancanti e parti di saldatura difettose.I metodi specifici sono i seguenti:
1. L'ispezione viene eseguita in tre fasi, vale a dire l'ispezione visiva, l'ispezione dell'inflazione e il test dei danni.
2. Ispezione visiva: controllare se le due saldature sono piatte, chiare, senza pieghe, trasparenti, senza scorie, bolle, punto di perdita, punto di fusione o cordone di saldatura.
L'ispezione visiva serve principalmente a ispezionare attentamente l'aspetto della geomembrana posata, la qualità della saldatura, la saldatura a forma di T, i detriti del substrato, ecc. Tutto il personale addetto alla costruzione deve svolgere questo lavoro in tutti i processi di costruzione.
3. Oltre all'ispezione visiva, deve essere adottata l'ispezione sottovuoto per la tenuta di tutte le saldature e l'autoispezione deve essere rafforzata per le parti che non possono essere ispezionate mediante vuoto.
4. La forza di gonfiaggio rilevata dalla pressione di gonfiaggio è di 0,25 Mpa e non vi sono perdite d'aria per 2 minuti.Considerando che il materiale arrotolato è morbido e facile da deformare, la caduta di pressione ammissibile è del 20%
5. Quando si esegue la prova di trazione sul campione prelevato dalla saldatura a doppia rotaia, lo standard è che la saldatura non è strappata ma la madre è strappata e danneggiata durante le prove di pelatura e taglio.In questo momento, la saldatura è qualificata.Se il campione non è qualificato, un secondo pezzo deve essere prelevato dalla saldatura originale.Se tre pezzi non sono qualificati, l'intera saldatura deve essere rielaborata.
6. I campioni che superano la prova devono essere presentati al Titolare, all'Appaltatore Generale e alle unità interessate per l'archiviazione.
7. I difetti riscontrati durante l'ispezione visiva, il rilevamento dell'inflazione e il test dei danni devono essere riparati in tempo.Quelli che non possono essere riparati immediatamente devono essere contrassegnati per evitare omissioni durante la riparazione.
8. Nell'ispezione dell'aspetto, in caso di difetti come fori sulla superficie della membrana e saldatura mancante, saldatura difettosa e danni durante la saldatura, il metallo di base fresco deve essere utilizzato per riparare in tempo e ciascun lato della cicatrice riparata deve superare il parte danneggiata di 10-20 cm.Fai dei record.
9. Per la saldatura riparata, deve essere eseguita un'ispezione visiva dettagliata in generale e il rilascio deve essere effettuato dopo che la riparazione è stata confermata come affidabile.
Tempo di pubblicazione: 14 dicembre 2022